丁工NX2406
NX2406及星空外挂的安装
NX2406角色设置及许可补丁加载
常用刀具的创建及使用场景
底壁铣
平面去毛刺
槽铣削
平面文本(2D刻字)
2D线框平面轮廓铣处理器
面铣-中间刀路
面铣-单向-往复
型腔铣
自适应粗加工
深度轮廓铣
区域轮廓铣
曲线驱动
固定轴引导曲线
清根铣-单刀路/多刀路/参考刀
3轴去毛刺
轮廓文本
钻孔
机床加工周期与单补移动
螺纹加工
孔铣
程序操作和刀轨编辑
ug仿真及过切检查
刀具库的创建及调用
加工模板的创建及调用
加工数据库的创建及调用
后处理的安装
星空外挂
程序优化
常用的7种倒角策略
5种清角加工方法
六种刻字加工方法
倒扣加工的6种方法
4种孔铣方式
2种添加刀补的方法
3种孔选择方法
底壁铣策略的异常处理
平面铣策略的异常处理
自适应粗加工策略的异常处理
型腔铣策略异常处理
深度轮廓铣策略异常处理
曲线驱动策略异常处理
定向侧铣头
万向侧铣头
卧式加工中心编程方法
产品翻面编程方法
实战案例1CAD转UG图档加工
实战案例2正面开粗精修
实战案例3-全曲面产品
攻丝
本文档使用 MrDoc 发布
-
+
首页
常用的7种倒角策略
# 常用的7种倒角策略 ## MCS设置 ``` 双击WORKPIECE:指定部件为工件,指定毛坯为自己做的模型 双击MCS:指定机床坐标系为对象的坐标并选择模型顶面,安全距离50 ``` ## 倒斜角(7种策略) ### 底壁铣 #### 创建工序 ``` 右键WORKPIECE--插入工序底壁铣--刀具D10A45--确定 ``` #### 参数设置 ``` #主要 指定壁几何体:选择一圈倒角面 切削模式:轮廓 毛坯:厚度 每刀切深:0 #切削区域(重要!!!) 切削区域空间范围:壁 精确定位:勾选(重要!!!) 刀具延伸:100% #非切削移动 【进刀】 开放区域进刀类型圆弧,半径50%,高度1,最小安全距离设为无,封闭区域进刀类型与开放区域相同 【转移快速】 把区域内和区域之间的转移类型都设为:上一平面,安全距离1mm #转速进给 主轴转速:钢件1500,铝合金4000 进给率:250 ``` ### 平面铣 #### 创建工序 ``` 右键WORKPIECE--插入工序平面铣--刀具D10A45--确定 ``` #### 参数设置 ``` #主要 指定部件边界: 选择方法:曲线 边界类型:封闭的 刀具侧:外侧 选择曲线:选择倒角边最上面的一圈棱边线 指定底面:选择顶面后,距离输入-3mm(应该是-2,但是我不想让刀尖参与切削,所以才写-3) 切削模式:轮廓 #策略 凸角:延伸(默认是绕对象滚动) #非切削移动 开放区域进刀:圆弧,半径50%,高度1mm #转速进给 主轴转速:钢件1500,铝合金4000 进给率:250 ``` ### 平面去毛刺 #### 创建工序 ``` 右键WORKPIECE--插入工序平面去毛刺--刀具D10A45--确定 ``` #### 参数设置 ``` #几何体 几何体:选择MCS_MAIN(重点!!!,因为原图有倒角面,去毛刺需要使用没有倒过角的实体模型) 指定部件:选择没有倒角的实体建模模型(重点!!!) 排除边:选择不需要倒角的实体棱边 #主要 倒斜角z偏置:3mm 倒角大小:2mm 凸角:延伸 #转速进给 主轴转速:钢件1500,铝合金4000 进给率:250 #非切削移动 【进刀】 开放区域进刀类型圆弧,半径50%,高度1,最小安全距离设为无,封闭区域进刀类型与开放区域相同 【转移快速】 把区域内和区域之间的转移类型都设为:上一平面,安全距离1mm #转速进给 主轴转速:钢件1500,铝合金4000 进给率:250 ``` ### 型腔铣 #### 创建工序 ``` 右键WORKPIECE--插入工序型腔铣--刀具D10A45--确定 ``` #### 参数设置 ``` #几何体 指定切削区域:不光要选择倒角斜面,同时还要选择连接倒角的竖直面(选择竖直面的原因是我想把整个部件的高度作为范围深度,然后通过切削层里的范围深度控制加工的高度,如果直接选择倒角面的话,刀尖会参与切削) #主要 切削模式:轮廓 每刀切深:0 切削方向:顺铣 切削顺序:深度优先 #切削层 范围深度:3mm(倒角是2mm,但是我们想让它往下多走1mm) #转速进给 主轴转速:钢件1500,铝合金4000 进给率:250 ``` ### 深度轮廓铣 #### 创建工序 ``` 右键WORKPIECE--插入工序“深度轮廓铣-陡峭”--刀具D10A45--确定 ``` #### 参数设置 ``` #主要 陡峭空间范围:无 每刀切削深度:0 #几何体 指定切削区域:不光要选择倒角斜面,同时还要选择连接倒角的竖直面(将整个模型选中也没有啥问题) #切削层 范围深度:3mm(倒角是2mm,但是我们想让它往下多走1mm) #非切削移动 【进刀】 开放区域进刀类型圆弧,半径50%,高度1,最小安全距离设为无,封闭区域进刀类型与开放区域相同 【转移快速】 把区域内和区域之间的转移类型都设为:上一平面,安全距离1mm #转速进给 主轴转速:钢件1500,铝合金4000 进给率:250 ``` ### 曲线驱动 #### 创建工序 ``` 右键WORKPIECE--插入工序“曲线驱动”--刀具D10A45--确定 ``` #### 参数设置 ``` #主要 驱动方法:曲面区域(弹窗) 指定驱动几何体:选择倒角斜面 切削方向:选择部件上倒角斜面下面的一条棱边(最好是选择水平方向的棱边)#重点!!! 材料反向:通过按钮调整,让箭头朝向工件的外部 切削区域:曲面%(需要从下拉框中选一下才会出现弹窗),并将结束步长%设为120%(此时刀具会往z的负方向多铣一点) 切削模式:往复 步距数:0(只需要切一刀) ``` 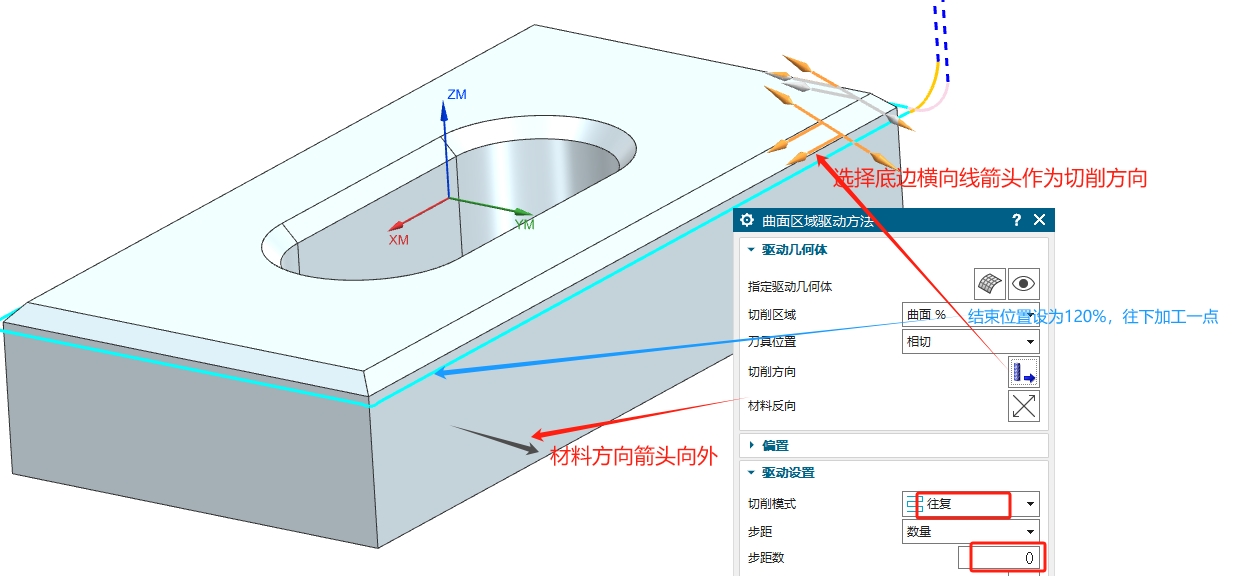 ### 三轴去毛刺 #### 查看刀具参数 ``` 双击D10A45刀具--发现倒斜长度4mm,直径10mm ``` #### 制作D10A45刀具模型并测量出刀尖斜面长度 ``` 进入建模模块--点击圆柱--直径输入10,高度随意--确定 点击倒斜角按钮--截面对称,距离4--点击圆柱底面的边--确定 点击截面曲线命令--对象选择圆柱及圆柱倒角面--指定平面选择xy面--确定 点击测量工具,测出圆柱倒斜面上的线段长度是5.6569mm ``` #### 测量倒角斜面的长度 ``` 点击截面曲线命令--对象选择倒角面--指定平面选择yz面--确定 点击测量工具,测出倒角斜面上的线段长度是2.8284mm ``` #### 创建工序 ``` 右键MCS--插入工序“3轴去毛刺”--刀具D10A45--确定 ``` #### 参数设置 ``` #几何体 指定部件:选择没有倒角边的实体模型 #主要(倒角需要计算刀具斜面和倒角斜面的长度) 指定排除边:选择不需要倒角的边 去毛刺控制:宽度(默认深度) 去毛刺宽度:5.6569-2.8284(刀具斜面长度-倒角斜面长度) ```
tyjs09
2025年7月19日 11:45
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
